






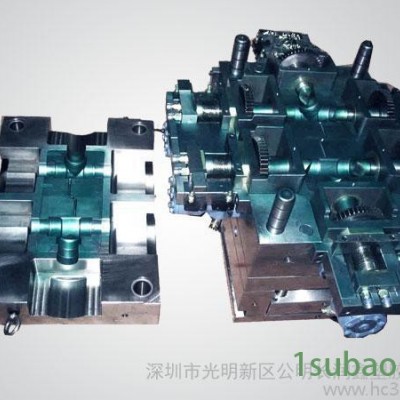

| 適用范圍 | 塑膠 |
|---|---|
| 工藝類型 | 加工 |
| 模具分型面數目 | 多個 |
| 模具安裝方式 | 固定式模具 |
| 型腔數目 | 多個 |
| 品牌 | 長潤鑫 |
| 型號 | SKD61 |

塑膠產品會產生變形的幾點原因
1、制品的形狀,特別是成形收縮率同制品厚度的關系而引起的殘留應力。
2、由于成型條件產生的殘余應力
3、脫模時產生的殘余應力
4、由于冷卻時間不足而引起變形
塑膠產品變形相關聯的知識:
1、制品的變形(翹曲、彎曲、小皺紋)同產生裂紋的原因一樣。即制品內殘余內應力。成型的設定條件應朝消除制品內應力的方向設定。即提高料筒溫度、模具溫度后,在材料流動性變好的狀態下,射出壓力不要太高。
2、為了減少殘余內應力,有進行退火處理,即在熱變形溫度10度以下,2小時以上的加熱**有消除內應力的效果。但這種方式的退火因費用高而使用的不普遍。
3、如果模具的冷卻水孔不能對制品進行均勻冷卻,也會產生殘余應力,這**意味著冷卻水孔不能太淺。
塑膠產品變形解決方法。
1、即時:在模具內充分冷卻固化(延長冷卻時間記時器),提高料筒溫度,降低射出壓力。
2、短期:使模具冷卻均勻化。
3、長期:避免制品厚度的差異,在制品厚度大的地方設置澆口(1-1),因直線容易引起翹曲,做成大的R曲線,制品可逆彎曲的模具,增加頂出桿個數,增加脫模斜度。
深圳市光明新區公明長潤鑫塑膠模具廠
聯系人:宋經理 陳小姐
手 機:13425193686/18318050322
Q Q: 465241337 2257108850
郵 箱:SZ07196598@163.com
電 話:0755-61135185 傳真:0755-81721462
廠 址: 深圳市公明蔣石新圍沙河第四工業區金祥瑞工業園A棟1樓