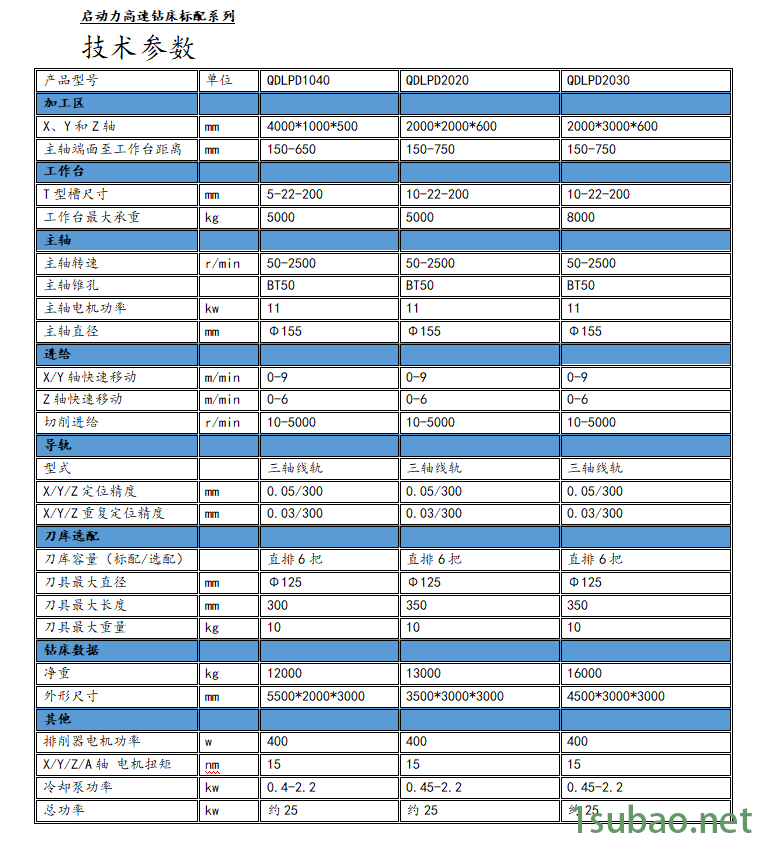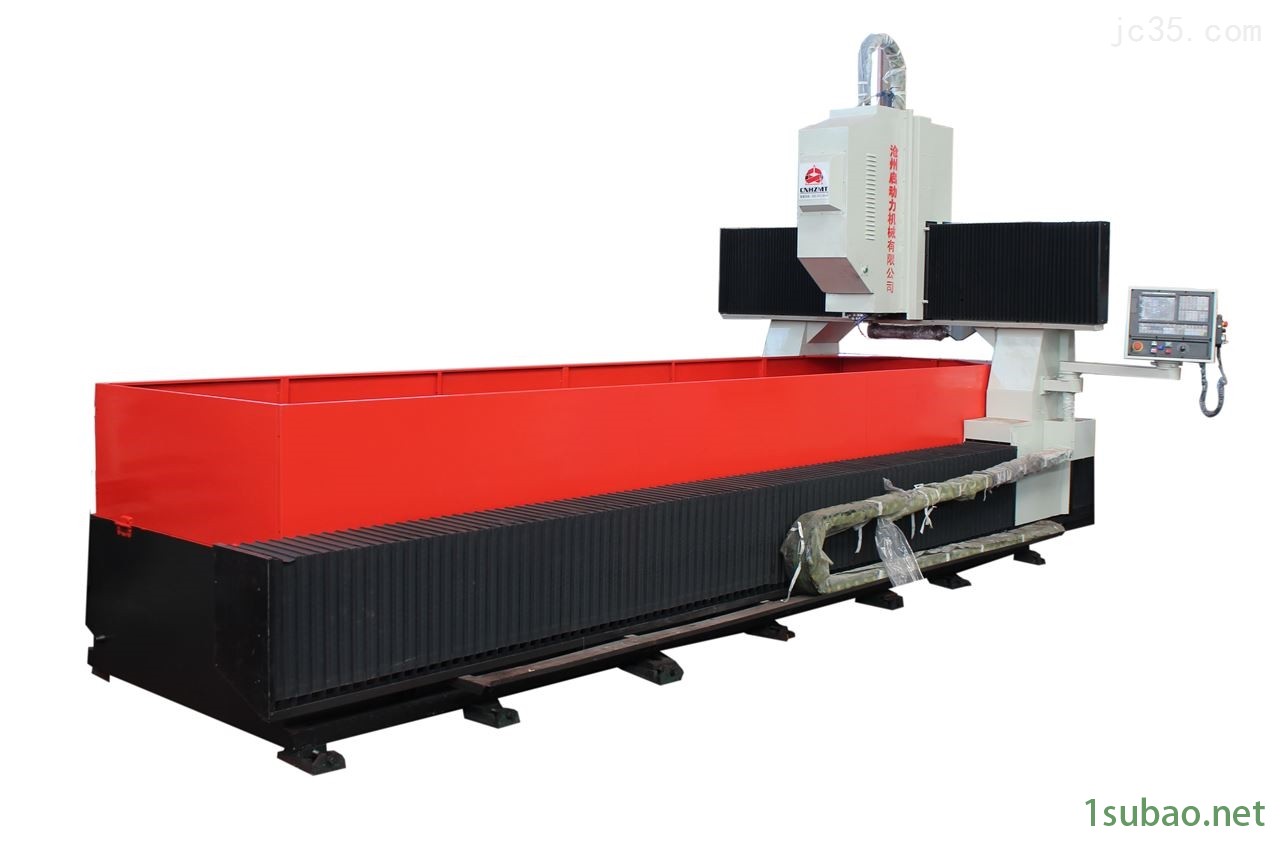




數(shù)控鉆銑床管板數(shù)控 鉆床直銷供應
在數(shù)控鉆床鉆孔過程中,要提高生產率,似乎不是復雜的加工問題,但如下三個重要的因素將直接影響鉆削速度、公差和刀具壽命,即:
(1)冷卻液;
(2)主軸速度和進給率;
(3)刀具夾緊的剛性。
冷卻液
冷卻液能保持鉆尖處于相當?shù)偷墓ぷ鳒囟龋⑶矣兄谘娱L刀具的壽命。在一個孔中熱量的積累會導致鉆尖卷曲,使它的切削刃變鈍,從而使它“犁”過工件。這樣會造成鉆頭在孔中折斷。一些人認為冷卻液的功能是冷卻,但冷卻液還有其它的作用。
冷卻液可以保持鉆尖處于一個適宜的工作溫度,還能保持工件潤滑。潤滑有助于鉆尖保持其鋒利的切削刃,并延長其壽命。
在一種切削液中,潤滑劑的濃度取決于加工件和刀具。接觸面非常小的單刃車刀,冷卻液中潤滑劑的濃度達到5%就可以了。當你增加鉆頭的接觸面時,濃度必須至少增加到8%。平面高速數(shù)控鉆床鉆孔后攻絲,冷卻液中需要較高的潤滑劑濃度為12%,平面高速數(shù)控鉆床鉆孔時濃度降低也會使刀具壽命減少90%。同時,冷卻液還能把切屑從孔中沖出。如果你不把切屑從孔中沖出,就會折斷鉆頭。同樣簡單的道理,切屑會捆綁刀尖、鎖塞刀尖、卡住刀尖、緊握住刀尖,使鉆頭折斷。
通過刀具的冷卻液技術有一個限制。當孔的尺寸接近5mm或更小時,經(jīng)常不能通過鉆頭供給冷卻液,必須使用外部冷卻液技術。盡管一些方型鉆頭或g型鉆頭,當規(guī)格小于5mm時,也能提供通過刀具冷卻液技術,但經(jīng)常需要采用啄孔技術來鉆這樣小的孔。
在啄孔時,機械工人平面高速數(shù)控鉆床鉆孔到其直徑的1或2倍時,需要進行孔清理,即用外部冷卻液沖洗,以清除切屑。盡管啄孔很費時間,但這總比另一種情況更好。如果你在一個孔中折斷了一個小鉆頭,那么你可能需要用電火花線切割方法,才能將鉆頭取出來,或者你可能將面臨著要報廢一個價值數(shù)千元的工件的危險。”
鉆削主軸速度和進給率
找到正確的鉆削主軸速度和進給率,是鉆削中提高生產率的第二個關鍵因素
刀具供應商在他們的產品樣本中,提供切削刀具數(shù)據(jù)的詳細清單,那些規(guī)格必須準確遵守。刀具生產商的規(guī)格也有助于機械工人做決定,哪種刀具是適宜加工工件的刀具,這些刀具包括:鑲刃鉆頭、硬質合金或高速鋼鉆頭、焊接鉆頭、小螺旋角(12°螺旋角)麻花鉆或標準35°螺旋角麻花鉆頭。例如,小螺旋角麻花鉆通常適用于特別硬的材料,也適用于那些加工時發(fā)粘的材料,如鈦等。
刀具夾緊的剛性
然后,刀具夾緊的剛性也是在提高鉆削效率中的一個特別重要的因素。如果工件夾緊不好,將會導致孔的表面質量差、震顫以及許多其他問題,甚至會造成零件報廢,并會降低鉆頭的工作壽命。
數(shù)控鉆銑床管板數(shù)控 鉆床直銷供應