






| 產(chǎn)地 | 廣東 |
|---|---|
| 產(chǎn)品類型 | 全新 |
| 動(dòng)力類型 | 液壓 |
| 工作形式 | 鍛壓 |
| 控制方式 | 開環(huán)控制 |
| 品牌 | 百維數(shù)控 |
| 型號(hào) | WE67K |
折彎?rùn)C(jī)是一種能夠?qū)Ρ“暹M(jìn)行折彎的機(jī)器,其結(jié)構(gòu)主要包括支架、工作臺(tái)和夾緊板,工作臺(tái)置于支架上,工作臺(tái)由底座和壓板構(gòu)成,底座通過(guò)鉸鏈與夾緊板相連,底座由座殼、線圈和蓋板組成,線圈置于座殼的凹陷內(nèi),凹陷頂部覆有蓋板。使用時(shí)由導(dǎo)線對(duì)線圈通電,通電后對(duì)壓板產(chǎn)生引力,從而實(shí)現(xiàn)對(duì)壓板和底座之間薄板的夾持。由于采用了電磁力夾持,使得壓板可以做成多種工件要求,而且可對(duì)有側(cè)壁的工件進(jìn)行加工,操作上也十分簡(jiǎn)便。
中文名折彎?rùn)C(jī)
外文名Bending machine
屬 性:對(duì)薄板進(jìn)行折彎的機(jī)器
分 類:手動(dòng)折彎?rùn)C(jī)、液壓折彎?rùn)C(jī)、數(shù)控折彎?rùn)C(jī)
重復(fù)精度±0.0004英寸
行業(yè)發(fā)展合于社會(huì)化大批量專業(yè)化生產(chǎn)
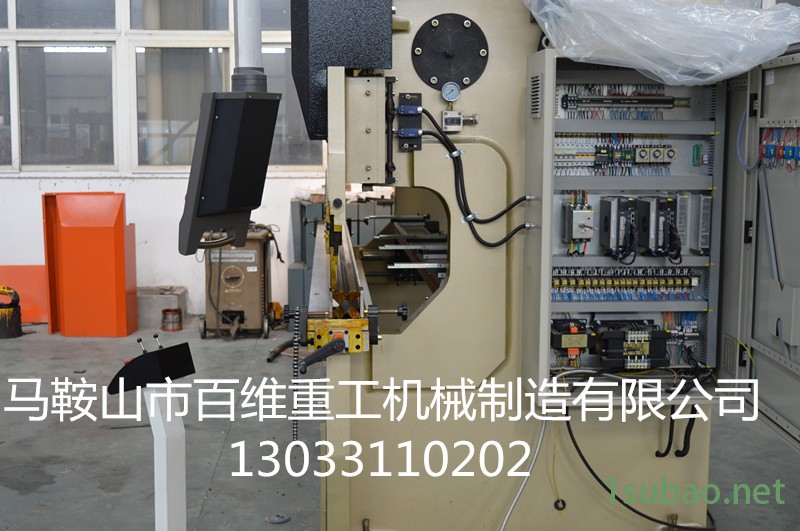
整機(jī)主要性能特點(diǎn): 整機(jī)主要性能特點(diǎn) 配套系統(tǒng)1、油缸由專業(yè)廠家建湖液壓配套有限公司生產(chǎn),主要密封件由日本華爾卡公司生產(chǎn)。2、數(shù)控機(jī)型電器箱內(nèi)主要件由施耐德生產(chǎn);普通機(jī)型電器有國(guó)產(chǎn)正泰電器制造3、液壓系統(tǒng)全部采用插裝閥控制,運(yùn)行快速穩(wěn)定,液壓主要元件采用上海液壓件二廠。4、液壓泵采用航天標(biāo)準(zhǔn)低噪音內(nèi)嚙合齒輪泵NT3系列。5、模具由本廠自主生產(chǎn)。
WF67Y系列液壓板料折彎?rùn)C(jī)可配置多種型號(hào)專用數(shù)控系統(tǒng):DA41、E21+、MD20等;具有多工步編程功能,能夠?qū)崿F(xiàn)多步程序自動(dòng)運(yùn)行、連續(xù)定位,實(shí)現(xiàn)后擋料及滑塊位置自動(dòng)精確調(diào)節(jié);折彎計(jì)數(shù),實(shí)時(shí)顯示加工數(shù)量,斷電記憶后擋料滑塊位置、程序及參數(shù);后擋料采用進(jìn)口滾珠絲杠和直線導(dǎo)軌,確保了后擋料的定位精度,機(jī)器加工精度更高。
1主要分類
折彎?rùn)C(jī)分為手動(dòng)折彎?rùn)C(jī),液壓折彎?rùn)C(jī)和數(shù)控折彎?rùn)C(jī)。手動(dòng)折彎?rùn)C(jī)又分為機(jī)械手動(dòng)折彎?rùn)C(jī)和電動(dòng)手動(dòng)折彎?rùn)C(jī),液壓折彎?rùn)C(jī)按同步方式又可分為:扭軸同步、機(jī)液同步,和電液同步。液壓折彎?rùn)C(jī)按運(yùn)動(dòng)方式又可分為:上動(dòng)式、下動(dòng)式。
2結(jié)構(gòu)說(shuō)明
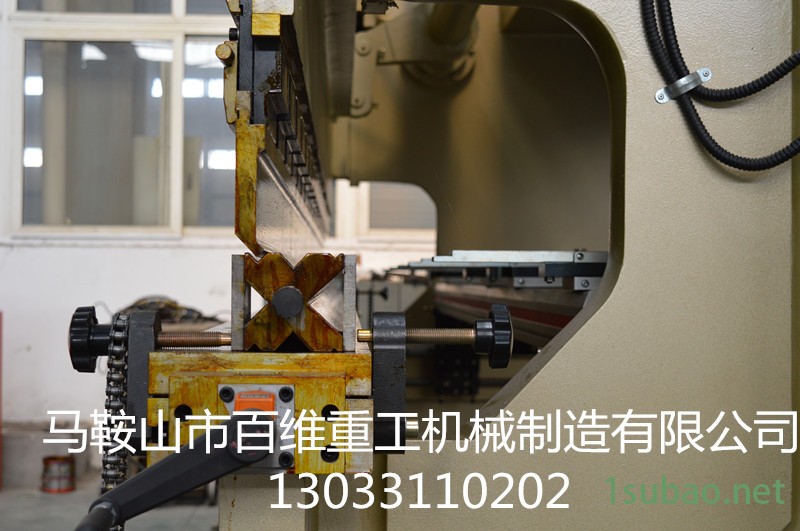
1、滑塊部分:采用液壓傳動(dòng),滑塊部分由滑塊、油缸及機(jī)械擋塊微調(diào)結(jié)構(gòu)組成。左右油缸固定在機(jī)架上,通過(guò)液壓使活塞(桿)帶動(dòng)滑塊上下運(yùn)動(dòng),機(jī)械擋塊由數(shù)控系統(tǒng)控制調(diào)節(jié)數(shù)值;
2、工作臺(tái)部分:由按鈕盒操縱,使電動(dòng)機(jī)帶動(dòng)擋料架前后移動(dòng),并由數(shù)控系統(tǒng)控制移動(dòng)的距離,其最小讀數(shù)為0.01毫米(前后位置均有行程開關(guān)限位);
3、同步系統(tǒng):該機(jī)由扭軸、擺臂、關(guān)節(jié)軸承等組成的機(jī)械同步機(jī)構(gòu),結(jié)構(gòu)簡(jiǎn)單,性能穩(wěn)定可靠,同步精度高。機(jī)械擋塊由電機(jī)調(diào)節(jié),數(shù)控系統(tǒng)控制數(shù)值;
4、擋料機(jī)構(gòu):擋料采用電機(jī)傳動(dòng),通過(guò)鏈操帶動(dòng)兩絲桿同步移動(dòng),數(shù)控系統(tǒng)控制擋料尺寸。
3正確選購(gòu)
在選購(gòu)折彎?rùn)C(jī)時(shí)一旦選擇不當(dāng),生產(chǎn)成本就會(huì)攀升,折彎?rùn)C(jī)也不能預(yù)期收回成本。因此,有幾個(gè)因素須在決策時(shí)加以掂量。
工件
第一個(gè)值得考慮的重要事項(xiàng)是您要生產(chǎn)的零件,要點(diǎn)是購(gòu)買一臺(tái)能夠完成加工任務(wù)而工作臺(tái)最短、噸數(shù)最小的機(jī)器。
仔細(xì)考慮材料牌號(hào)以及最大加工厚度和長(zhǎng)度。如果大部分工作是厚度16 gauge、最大長(zhǎng)度10英尺(3.048米)的低碳鋼,那么自由彎曲力不必大于50噸。不過(guò),若是從事大量的有底凹模成形,也許應(yīng)該考慮一臺(tái)160噸位的機(jī)床。
假定最厚的材料是1/4英寸,10英尺自由彎曲需要200噸,而有底凹模彎曲(校正彎曲)至少需要600噸。如果大部分工件是5英尺或更短一些,噸數(shù)差不多減半,從而大大降低購(gòu)置成本。零件長(zhǎng)度對(duì)確定新機(jī)器的規(guī)格是相當(dāng)重要的。
撓變
在相同的載荷下,10英尺機(jī)工作臺(tái)和滑塊出現(xiàn)的撓變是5英尺機(jī)的4倍。這就是說(shuō),較短的機(jī)器需要較少的墊片調(diào)整,就能生產(chǎn)出合格的零件。減少墊片調(diào)整又縮短了準(zhǔn)備時(shí)間。
材料牌號(hào)也是一個(gè)關(guān)鍵因素。與低碳鋼相比,不銹鋼需要的載荷通常增加50%左右,而大多數(shù)牌號(hào)的軟鋁減少50%左右。您隨時(shí)可以從折彎?rùn)C(jī)廠商那里得到機(jī)器的噸數(shù)表,該表顯示在不同厚度、不同材料下每英尺長(zhǎng)度所需要的噸數(shù)估算。
彎曲半徑
采用自由彎曲時(shí),彎曲半徑為凹模開口距的0.156倍。在自由彎曲過(guò)程中,凹模開口距應(yīng)是金屬材料厚度的8倍。例如,使用1/2英寸(0.0127米)的開口距成形16 gauge低碳鋼時(shí),零件的彎曲半徑約0.078英寸。若彎曲半徑差不多小到材料厚度,
須進(jìn)行有底凹模成形。不過(guò),有底凹模成形所需的壓力比自由彎曲大4倍左右。
如果彎曲半徑小于材料厚度,須采用前端圓角半徑小于材料厚度的凸模,并求助于壓印彎曲法。這樣,就需要10倍于自由彎曲的壓力。
就自由彎曲而言,凸模和凹模按85°或小于85°加工(小點(diǎn)兒為好)。采用這組模具時(shí),注意凸模與凹模在沖程底端的空隙,以及足以補(bǔ)償回彈而使材料保持90°左右的過(guò)度彎曲。
通常,自由彎曲模在新折彎?rùn)C(jī)上產(chǎn)生的回彈角≤2°,彎曲半徑等于凹模開口距的0.156 倍。
對(duì)于有底凹模彎曲,模具角度一般為86 ~ 90°。在行程的底端,凸凹模之間應(yīng)有一個(gè)略大于材料厚度的間隙。成形角度得以改善,因?yàn)橛械装寄澢膰崝?shù)較大(約為自由彎曲的4倍),減小了彎曲半徑范圍內(nèi)通常引起回彈的應(yīng)力。
壓印彎曲與有底凹模彎曲相同,只不過(guò)把凸模的前端加工成了需要的彎曲半徑,而且沖程底端的凸凹模間隙小于材料厚度。由于施加足夠的壓力(大約是自由彎曲的10倍)迫使凸模前端接觸材料,基本上避免了回彈。
為了選擇最低的噸數(shù)規(guī)格,最好為大于材料厚度的彎曲半徑作打算,并盡可能地采用自由彎曲法。彎曲半徑較大時(shí),常常不影響成件的質(zhì)量及其今后的使用。
彎曲度
彎曲精度要求是一個(gè)需要慎重考慮的因素,正是這個(gè)因素,決定了需要考慮一臺(tái)CNC折彎?rùn)C(jī)還是手控折彎?rùn)C(jī)。如果彎曲精度要求±1°而且不能變,必須著眼于CNC機(jī)。
CNC折彎?rùn)C(jī)滑塊重復(fù)精度是±0.0004英寸,成形精確的角度須采用這樣的精度和良好的模具。手控折彎?rùn)C(jī)滑塊重復(fù)精度為±0.002英寸,而且在采用合適的模具的條件下一般會(huì)產(chǎn)生±2~3°的偏差。此外,CNC折彎?rùn)C(jī)為快速裝模作好準(zhǔn)備,當(dāng)需要彎制許多小批量零件時(shí),這是一個(gè)不容置疑的考慮理由。
模具
即使有滿架子的模具,勿以為這些模具適合于新買的機(jī)器。必須檢查每件模具的磨損,方法是測(cè)量凸模前端至臺(tái)肩的長(zhǎng)度和凹模臺(tái)肩之間的長(zhǎng)度。
對(duì)于常規(guī)模具,每英尺偏差應(yīng)在±0.001英寸左右,而且總長(zhǎng)度偏差不大于±0.005英寸。至于精磨模具,每英尺精度應(yīng)該是±0.0004英寸,總精度不得大于±0.002 英寸。最好把精磨模具用于CNC 折彎?rùn)C(jī),常規(guī)模具用于手動(dòng)折彎?rùn)C(jī)。
彎曲件邊長(zhǎng)
假設(shè)沿著一張5×10英尺的10-gauge低碳鋼板彎曲90°,折彎?rùn)C(jī)大概必須額外施加7.5噸壓力把鋼板頂起來(lái),而操作者必須為280磅重的直邊下落作好準(zhǔn)備。制造該零件可能需要好幾個(gè)身強(qiáng)力壯的工人甚至一臺(tái)起重機(jī)。折彎?rùn)C(jī)操作者經(jīng)常需要彎制長(zhǎng)邊零件,卻意識(shí)不到他們的工作有多么費(fèi)勁。
4安全操作規(guī)程
1、嚴(yán)格遵守機(jī)床工安全操作規(guī)程,按規(guī)定穿戴好勞動(dòng)防護(hù)用品;
2、啟動(dòng)前須認(rèn)真檢查電機(jī)、開關(guān)、線路和接地是否正常和牢固,檢查設(shè)備各操縱部位、按鈕是滯在正確位置;
3、檢查上下模的重合度和堅(jiān)固性;檢查各定位裝置是否符合被加工的要求;
4、在上滑板和各定位軸均未在原點(diǎn)的狀態(tài)時(shí),運(yùn)行回原點(diǎn)程序;
5、設(shè)備啟動(dòng)后空運(yùn)轉(zhuǎn)1—2分鐘,上滑板滿行程運(yùn)動(dòng)2—3次,如發(fā)現(xiàn)有不正常聲音或有故障時(shí)應(yīng)立即停車,將故障排除,一切正常后方可工作;
6、工作時(shí)應(yīng)由1人統(tǒng)一指揮,使操作人員與送料壓制人員密切配合,確保配合人員均在安全位置方準(zhǔn)發(fā)出折彎信號(hào);
7、板料折彎時(shí)必須壓實(shí),以防在折彎時(shí)板料翹起傷人;
8、調(diào)板料壓模時(shí)必須切斷電源,停止運(yùn)轉(zhuǎn)后進(jìn)行;
9、在改變可變下模的開口時(shí),不允許有任何料與下模接觸;
10、機(jī)床工作時(shí),機(jī)床后部不允許站人;
11、嚴(yán)禁單獨(dú)在一端處壓折板料;
12、運(yùn)轉(zhuǎn)時(shí)發(fā)現(xiàn)工件或模具不正,應(yīng)停車校正,嚴(yán)禁運(yùn)轉(zhuǎn)中用手校正以防傷手;
13、禁止折超厚的鐵板或淬過(guò)火的鋼板、高級(jí)合金鋼、方鋼和超過(guò)板料折彎?rùn)C(jī)性能的板料,以免損壞機(jī)床;
14、經(jīng)常檢查上、下模具的重合度;壓力表的指示是否符合規(guī)定;
15、發(fā)生異常立即停機(jī),檢查原因并及時(shí)排除;
16、關(guān)機(jī)前,要在兩側(cè)油缸下方的下模上放置木塊將上滑板下降到木塊上;
17、先退出控制系統(tǒng)程序,后切斷電源。
5使用方法
按普通的液壓折彎?rùn)C(jī)加工
Q235板料來(lái)做簡(jiǎn)單介紹:
1、首先是接通電源,在控制面板上打開鑰匙開關(guān),再按油泵啟動(dòng)。
2、行程調(diào)節(jié),折彎?rùn)C(jī)使用必須要注意調(diào)節(jié)行程,在折彎前一定要試車。折彎?rùn)C(jī)上模下行至最底部時(shí)必須保證有一個(gè)板厚的間隙。否則會(huì)對(duì)模具和機(jī)器造成損壞。行程的調(diào)節(jié)也是有電動(dòng)快速調(diào)整和手動(dòng)微調(diào)。
3、折彎槽口選擇,一般要選擇板厚的8倍寬度的槽口。如折彎4mm的板料,需選擇32左右的槽口。
4、后擋料調(diào)整一般都有電動(dòng)快速調(diào)整和手動(dòng)微調(diào),方法同剪板機(jī)。
5、踩下腳踏開關(guān)開始折彎,折彎?rùn)C(jī)與剪板機(jī)不同,可以隨時(shí)松開,松開腳折彎?rùn)C(jī)便停下,再踩繼續(xù)下行。
6保養(yǎng)與維護(hù)
在進(jìn)行機(jī)床保養(yǎng)或擦機(jī)前,應(yīng)將上模對(duì)準(zhǔn)下模后放下關(guān)機(jī),直至工作完畢,如需進(jìn)行開機(jī)或其它操作,應(yīng)將模式選擇在手動(dòng),并確保安全。其保養(yǎng)內(nèi)容如下:
1、液壓油路
1)每周檢查油箱油位,如進(jìn)行液壓系統(tǒng)維修后也應(yīng)檢查,油位低于油窗應(yīng)加注液壓油;
2)本機(jī)所用液壓油為ISO HM46或MOBIL DTE25;
3)新機(jī)工作2000小時(shí)后應(yīng)換油,以后每工作4000~6000小時(shí)后應(yīng)換油,每次換油,應(yīng)清洗油箱;
4)系統(tǒng)油溫應(yīng)在35℃~60℃之間,不得超過(guò)70℃,如過(guò)高會(huì)導(dǎo)致油質(zhì)及配件的變質(zhì)損壞。
2、過(guò)濾器
1)每次換油時(shí),過(guò)濾器應(yīng)更換或徹底清洗;
2)機(jī)床有相關(guān)報(bào)警或油質(zhì)不干凈等其它過(guò)濾器異常,應(yīng)更換;
3)油箱上的空氣過(guò)濾器,每3個(gè)月進(jìn)行檢查清洗,最好1年更換。
3、液壓部件
1)每月清潔液壓部件(基板、閥、電機(jī)、泵、油管等),防止臟物進(jìn)入系統(tǒng),不能使用清潔劑;
2)新機(jī)使用一個(gè)月后,檢查各油管彎曲處有無(wú)變形,如有異常應(yīng)予更換,使用兩個(gè)月后,應(yīng)緊固所有配件的連接處,進(jìn)行此項(xiàng)工作時(shí)應(yīng)關(guān)機(jī),系統(tǒng)無(wú)壓力。
7工作原理
液壓折彎?rùn)C(jī)包括支架、工作臺(tái)和夾緊板,工作臺(tái)置于支架上,工作臺(tái)由底座和壓板構(gòu)成,底座通過(guò)鉸鏈與夾緊板相連,底座由座殼、線圈和蓋板組成,線圈置于座殼的凹陷內(nèi),凹陷頂部覆有蓋板。
使用時(shí)由導(dǎo)線對(duì)線圈通電,通電后對(duì)壓板產(chǎn)生引力,從而實(shí)現(xiàn)對(duì)壓板和底座之間薄板的夾持。由于采用了電磁力夾持,使得壓板可以做成多種工件要求,而且可對(duì)有側(cè)壁的工件進(jìn)行加工。折彎?rùn)C(jī)可以通過(guò)更換折彎?rùn)C(jī)模具,從而滿足各種工件的需求。
8結(jié)構(gòu)特點(diǎn)
1、采用全鋼焊結(jié)構(gòu),具有足夠的強(qiáng)度和剛性;
2、液壓上傳動(dòng),機(jī)床兩端的油缸安置于滑塊上,直接驅(qū)動(dòng)滑動(dòng)工作;
3、滑塊同步機(jī)構(gòu)采用扭軸強(qiáng)迫同步;
4、采用機(jī)械檔塊結(jié)構(gòu),穩(wěn)定可靠;
5、滑塊行程機(jī)動(dòng)快速調(diào),手動(dòng)微調(diào),計(jì)數(shù)器顯示;
6、斜楔式的撓度補(bǔ)償機(jī)構(gòu),以保證獲得較高的折彎精度。
9行業(yè)發(fā)展
折彎?rùn)C(jī)模具標(biāo)準(zhǔn)件適合于社會(huì)化大批量專業(yè)化生產(chǎn),但中國(guó)長(zhǎng)期以來(lái)卻一直是散、亂、差的局面。
所謂“散”,主要是折彎?rùn)C(jī)模具標(biāo)準(zhǔn)件生產(chǎn)廠點(diǎn)太多太散,很少能形成經(jīng)濟(jì)批量。
所謂“亂”,主要是標(biāo)準(zhǔn)亂,企業(yè)往往要按國(guó)標(biāo)、行標(biāo)和過(guò)去的好幾個(gè)部標(biāo)及某些企標(biāo)生產(chǎn)。同時(shí),折彎?rùn)C(jī)模具標(biāo)準(zhǔn)件市場(chǎng)也亂,無(wú)序競(jìng)爭(zhēng)造成許多不良後果。
所謂“差”,就是折彎?rùn)C(jī)模具標(biāo)準(zhǔn)件的質(zhì)量差和企業(yè)的效益差。
隨著外資企業(yè)的介入,這種狀況雖有改善,但仍未根本改變。生產(chǎn)與需要相比,尚有較大差距。部分企業(yè)不從質(zhì)量和水平上下功夫,卻只在價(jià)格上做文章,致使過(guò)分壓價(jià)以後造成偷工減料、魚目混珠、質(zhì)量下降,從而殃及許多企業(yè),使得折彎?rùn)C(jī)模具標(biāo)準(zhǔn)件總體利潤(rùn)率下降,有些企業(yè)甚至到了虧損的邊緣。主要原因是我國(guó)折彎?rùn)C(jī)模具標(biāo)準(zhǔn)化工作起步較晚,加之宣傳、貫徹和推廣工作力度小,因此折彎?rùn)C(jī)模具標(biāo)準(zhǔn)化落后于生產(chǎn),更落后于世界上許多工業(yè)發(fā)達(dá)的國(guó)家
![]()








![]()
![]()