






老款x62w*銑床電路圖-全新X6132臥式銑床價格優惠中 山東銑床企業規模大的有幾家? 滕州揚力作為生產廠家榮升銑床銷售排行榜企業明星
X6132*銑床一種用途廣泛的機床,在銑床上可以加工平面(水平面、垂直面)、溝槽(鍵槽、T形槽、燕尾槽等)、分齒零件(齒輪、花鍵軸、鏈輪乖、螺旋形表面(螺紋、螺旋槽)及各種曲面。此外,還可用于對回轉體表面、內孔加工及進行切斷工作等。銑床在工作時,工件裝在工作臺上或分度頭等附件上,銑刀旋轉為主運動,輔以工作臺或銑頭的進給運動,工件即可獲得所需的加工表面。由于是多刀斷續切削,因而銑床的生產率較高。
| X6132*銑床主要技術參數 | X6132*銑床 | X6132B臥式銑床 |
| 主軸孔錐度 | 7:24 ISO50 | 7:24 ISO50 |
| 主軸中心線至床身垂直導軌的距離(mm) | 30-350 | 30-350 |
| 主軸中心線至懸梁的距離(mm) | 155 | 155 |
| 主軸孔徑(mm) | 29 | 29 |
| 工作臺zui大回轉角度 | ±45° | ±45° |
| 主軸轉速范圍(rpm) | 30~1500 (18 級) | 30~1500 (18 級) |
| 工作臺面尺寸(mm) | 1325×320 | 1600×400 |
| 工作臺行程 縱向/橫向/垂向(mm) | 700(680) 255(240) 320(300) | 900(880) 255(240) 320(300) |
| 工作臺進給范圍 縱向/橫向/垂向(mm/min) | 18級23.5-1180 23.5-1180 8-394 | 18級23.5-1180 23.5-1180 8-394 |
| 工作臺快速移動速度 縱向/橫向/垂向(mm/min) | 2300/2300/770 | 2300/2300/770 |
| 工作臺“T”型槽 槽數/寬度/間距(mm) | 3/18/70 | 3/18/70 |
| 主電動機功率(kw) | 7.5 | 7.5 |
| 進給電動機功率(kw) | 1.5 | 1.5 |
| 機床外形尺寸(長x寬x高)(mm) | 2294×1770×1665 | 2294×2050×1665 |
| 機床凈重(Kg) | 3200/3300 | 3400/3500 |
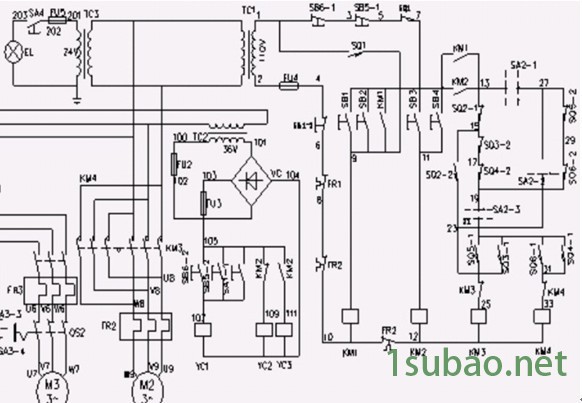
X62W型*銑床控制電路圖
控制電路由控制變壓器TC1提供110V的工作電壓,FU4用于控制電路的短路
保護。該電路的主軸制動、工作臺常速進給和快速進給分別由控制電磁離
合器YC1、YC2、YC3來完成,電磁離合器需要的直流工作電壓是由整流變
壓器TC2及整流器VC來提供的,FU2、FU3分別用于交、直流電源的短路保
護。
1.主軸電動機M1的控制
M1由交流接觸器KM1控制,在機床的兩個不同位置各安裝了一套啟動和停
止按鈕:SB2和SB6裝在床身上,SB1和SB5裝在升降臺上。對M1的控制包括
主軸的啟動、制動、換刀制動和變速沖動。
①啟動:在啟動前先按照順銑或逆銑的工藝要求,用組合開關SA3預定M1
的轉向。
按一下SB1或SB2→KM1線圈通電并自鎖→主軸電動機M1啟動運行,標號(7
-13)閉合→確保在M1啟動后M2才能啟動運行。
②停機與制動:按下SB5或SB6→KM1線圈斷電,電磁鐵YC1通電→主軸電動
機M1停止并制動。制動電磁離合器YC1裝在主軸傳動系統與M1轉軸相連的
傳動軸上,當YC1通電吸合時,將摩擦片壓緊,對M1進行制動。停轉時,
應按住SB5或SB6直至主軸停轉才能松開,一般主軸的制動時間不超過0.5s
。
③主軸的變速沖動:主軸的變速是通過改變齒輪的傳動比實現的。在需要
變速時,將變速手柄拉出,轉動變速盤調節所需的轉速,然后再將變速柄
復位。手柄復位時,瞬間壓動行程開關SQ1,手柄復位后,SQ1也隨之復位
。在SQ1動作瞬間,SQ1的常開觸點先斷開其他支路,然后其常開觸點閉合
,相當于點動控制KM1→M1,使得齒輪轉動一下以利于嚙合;如果點動一
次齒輪還不能嚙合,可以重復進行上述動作。
④主軸換刀控制:在上刀或換刀時,主軸應處于制動狀態,以避免發生事
故。此時只要將換刀制動開關SA1扳至“接通”位置,其常閉觸點SA1-2
(4-6)斷開控制電路,保證在換刀時候機床沒有任何動作;其常開觸點
SA1-1(105-107)接通制動電磁鐵YC1,使主軸處于制動狀態。換刀結束后
。要將換刀制動開關SA1扳回至“斷開”位置。好銑床,滕州揚力造!