









| 是否有現貨: | 是 | 認證: | 000 |
| 品牌: | 精科大恒 | T型槽數目: | 13 |
| 適用行業: | 通用 | 類型: | 龍門銑床 |
| 控制方式: | 數控 | 精密度: | 精密 |
| 自動化程度: | 自動 | 售后服務: | 12個月 |
| 主電機功率: | 22/28 | 重量: | 000 |
| 主軸轉速范圍: | 6000 | 工作臺尺寸: | 5000*3000 |
| 主軸錐孔錐度: | 000 | 型號: | Dhxk3705 |
| 規格: | 5200*3700*1000 | 商標: | 精科大恒 |
| 包裝: | 簡單包裝 | 產量: | 100 |
廣東大恒數控龍門銑床5米機床設備基本介紹 廣東大恒數控龍門銑床5米機床設備性能特點
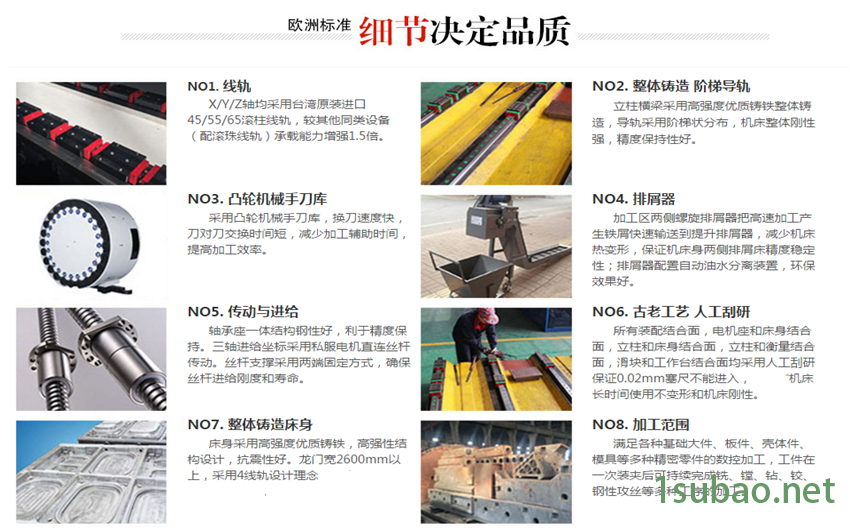
 廣東大恒數控龍門銑床5米機床設備性能特點
廣東大恒數控龍門銑床5米機床設備性能特點 在數控龍門銑的實際應用中,絕大多數的故障都源于機器零部件的損害,如何不及時處理,會直接影響到正常使用,嚴重者還會影響整個加工精度。要如何維護數控龍門銑的零件?
1、在操作高速數控雕銑機時,要保證導軌面的干凈,不要有切屑、磨粒等落在上面,若有,會加大導軌的摩擦,還會導致導軌生銹等。
2、需要定期對導軌進行維護及保養,并每天檢查導軌潤滑油量,如果油不夠,應添加潤滑油。
3、定期檢查油泵是否可以定時啟動和停止,并注意啟動時能否提供潤滑油。
4、導軌需要保持潤滑,避免出現摩擦等問題,導致溫度升高。導軌一般是自動潤滑的,若發現導軌沒有潤滑,就需要檢查分流閥。
5、加工石墨及陶瓷等時,請使用石墨高速雕銑機。因為加工石墨和陶瓷材料,加工灰塵大,容易進入導軌中,影響使用壽命。
所謂機床防護罩加工,其實指的是一種對不同金屬材料所選用的一種加工方法,使其滿意運用要求。一般在進行機床防護罩加工的時分,針對于薄板、薄壁型材和薄壁管材等金屬毛料施以必定的作用力,使其發生塑性變形或剪斷,然后成為具有預期形狀和功用的零件。
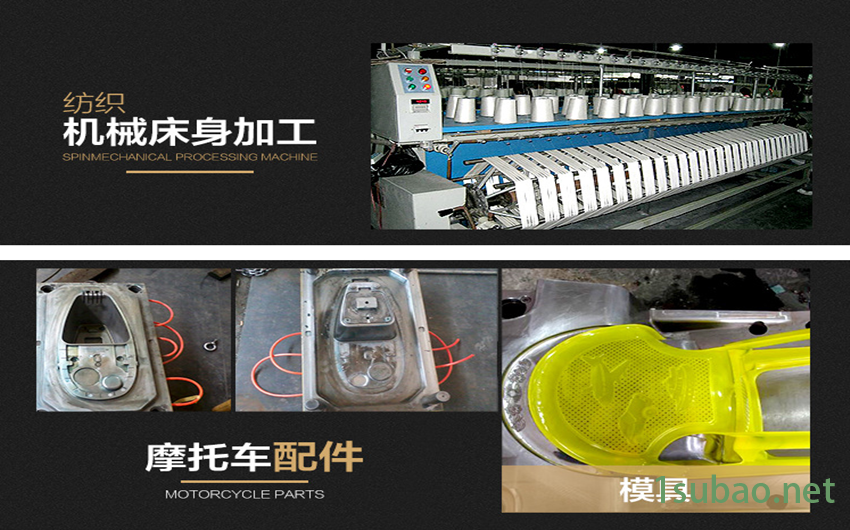
數控龍門銑具有足夠的剛性,效率高,操作方便,結構簡單,性能全面性等特點.數控龍門銑適用于各種機械上的大中型黑色金屬或有色金屬零件的水平平面,垂直平面或斜面溝槽的銑削,銑鏜頭,還可以進行鏜孔和鉆孔以及根據用戶需要的各類改進,同時承接各類加工與制造。
廣東大恒數控龍門銑床5米機床設備技術參數

 廣東大恒數控龍門銑床5米機床設備使用說明 要怎樣減小數控龍門銑的種種誤差呢?
廣東大恒數控龍門銑床5米機床設備使用說明 要怎樣減小數控龍門銑的種種誤差呢? 龍門銑床的振動一般有受迫振動、自激振動兩種。受迫振動可能來自機床內部,也可能來自機床之外;自激振動來自于切削過程中刀具與工件之間的一種相對振動。機床發生振動直接影響加工表面質量、生產率以及機床本身及刀具的壽命,當振源的頻率與機床的固有頻率或其倍數相等時,機床將發生共振,使振幅增加。嚴重時甚至會使運動件損壞,產生強烈的噪聲,使操作者疲勞。
合理編制數控龍門銑床的加工程序,減小進給機構間隙誤差。據分析,在運動換向時,進給機構間隙對機床加工精度影響較大。尤其是當被加工的零件尺寸精度接近龍門銑床的重復定位精度時影響 。因此,在數控編程和加工中采取一些相應的措施可以提高加工精度。在精加工時刀具在徑向的移動保持尺寸連續遞增趨勢,在軸向的移動保持尺寸連續向左趨勢,這樣便消除了機床的反向間隙的影響。
數控龍門銑床的編程誤差,數控機床加工與普通機床加工不同,工件的加工精度不僅與加工過程有關,而且與加工前編程階段緊密相關。由于程序控制原理自身的原因。編程誤差不可避免。
插補誤差的影響,在經濟型數控機床上加工工件,傾斜直線是通過刀具沿平面上兩個坐標軸方向走折線而形成,這樣造成工件表面呈鋸齒狀而形成插補誤差。插補誤差的影響因素主要有機床分辨率、脈沖均勻程度、控制系統的動態特性及插補方法與算法等。
插補的運算過程中,還會產生數控銑床、車床的累積誤差,當它達到一定值時,會使機床產生移動和定位誤差,影響加工精度。以下措施可減小數控系統的累積誤差:
1.盡量用方式編程,方式編程以某一固定點(工件坐標原點)為基準,每一段程序和整個加工過程都以此為基準。而增量方式編程,是以 點為基準,連續執行多段程序,必然產生累積誤差。
2.插入回參考點,指令機床回參考點時,會使各坐標清零,這樣便消除了數控系統運算的累積誤差。在較長的程序中適當 回參考點指令有益于保證加工精度。有換刀要求時,可回參考點換刀,這樣一舉兩得。
廣東大恒數控龍門銑床5米機床設備采購須知
