





| 材質(zhì) | 金剛石/CBN |
|---|---|
| 產(chǎn)地 | 河南鄭州 |
| 工藝 | 陶瓷 |
| 規(guī)格 | 多款 |
| 厚度 | 10/20/30 |
| 粒度 | 800目 |
| 適用范圍 | PCD刀具 |
| 形狀 | 杯型 |
| 適用行業(yè) | PCD刀具 |
| 結(jié)合劑 | 陶瓷砂輪 |
| 發(fā)貨期限 | 10天 |
| 品牌 | 河南科美 |
| 加工定制 | 是 |
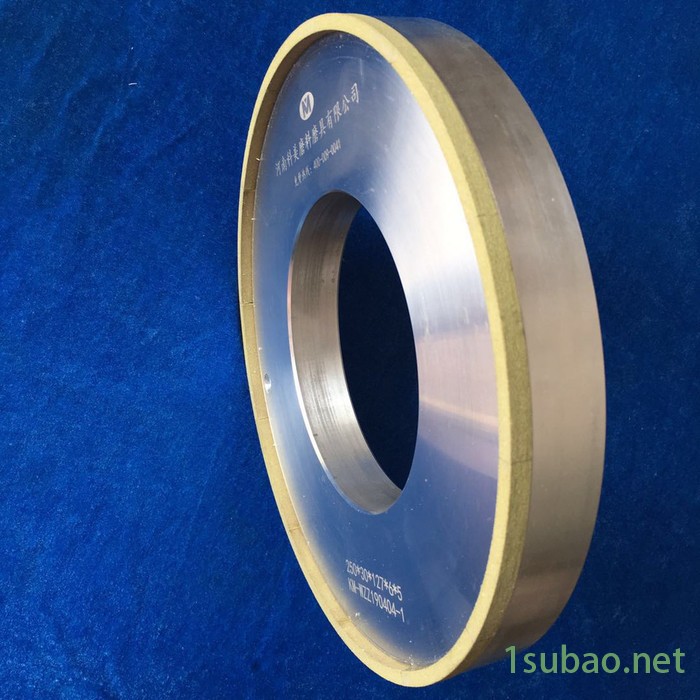
河南科美 【鉆石砂輪】 Φ400mm外徑 陶瓷金剛石砂輪 專業(yè)磨削/PCBN刀具用磨削砂輪__陶瓷CBN研磨砂輪訂做13283803553
在切削刃前下方的變形中存在著兩個階段。在(a)段中切削刃前下方既有彈性變
形,又有塑性變形,其長度非常短。塑性變形的**大部分是在(b)段,其特點是切削刃的耕犁作用只產(chǎn)生溝槽和堆積,尚無切屑產(chǎn)生。
從以上對過渡切削中的彈性變形和塑性變形的分析可知:在磨削中,切削刃和工件
的干涉存在著以下幾種情況:
(1)磨粒在整個接觸期間只進行彈性滑擦。
(2)磨粒在整個接觸期間由彈性滑擦到塑性耕犁再轉(zhuǎn)變?yōu)閺椥曰岭x開磨削區(qū)。
(3)磨粒在整個接觸期間要經(jīng)過彈性滑擦、塑性耕犁和切削三個過程。
顯然在磨削過程中以(3)情況為大多數(shù)。塑性變形產(chǎn)生的變形金屬在磨粒兩邊的堆
積;當磨粒干涉深度連續(xù)增加到超過某一臨界值時,切削過程開始發(fā)生。當切削刃即將
離開工件時由于磨粒與工件材料的干涉深度迅速減小,工件又將產(chǎn)生塑性變形和彈性變
形,但這一階段非常短暫,實際研究中常常不做考慮。




