











| 材質(zhì) | 金剛石 |
|---|---|
| 規(guī)格 | TK |
| 加工范圍 | 可定制 |
| 精度 | AAA級(jí) |
| 直徑 | 可定制 |
| 是否標(biāo)準(zhǔn)件 | 是 |
| 樣品或現(xiàn)貨 | 現(xiàn)貨 |
| 適用機(jī)床 | 磨床 |
| 是否涂層 | 涂層 |
| 滾刀類型 | 齒輪滾刀 |
| 品牌 | 賽萬特 |
| 型號(hào) | TK |
DIA-TU180-R1.5-2020 擠壓拋光刀具 提高光潔度功能
金剛石滾壓刀主要配件采用國外材料制造。在車床上使用可滾壓外圓、內(nèi)孔(大于一定直徑)、端面等。除內(nèi)孔外不受直徑大小限制,適用性廣。
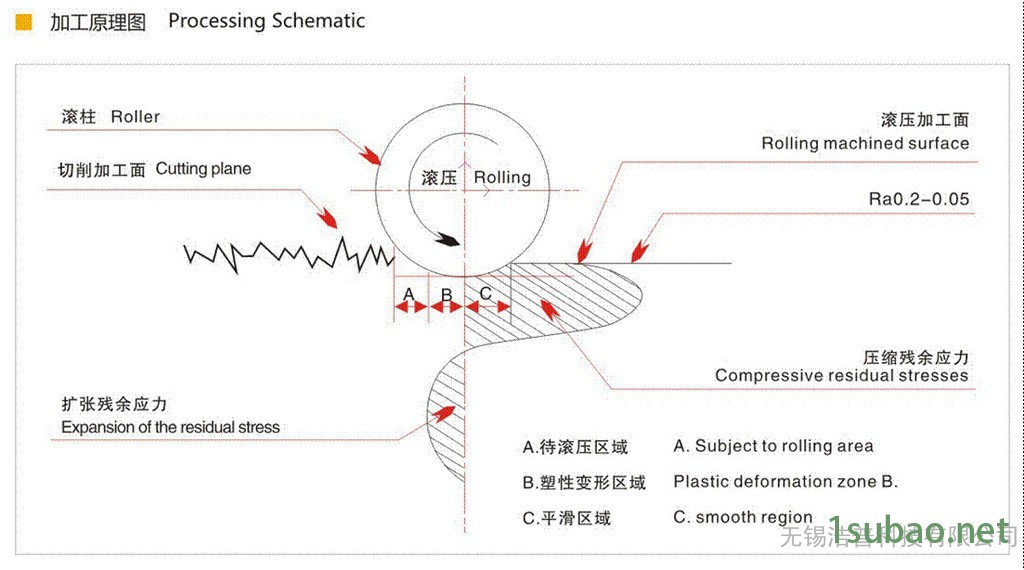
刀具原理:
在顯微鏡下工件在切削的過程中刀具刀尖會(huì)在表面殘留像臺(tái)階一樣的走刀痕跡,鉆石在彈簧力的作用下在工件表面上滑動(dòng)過程中克服材料的屈服點(diǎn),使材料表面產(chǎn)生塑性變形,強(qiáng)迫走刀痕跡的高點(diǎn)流入到低點(diǎn),從而得到一個(gè)光滑平整的鏡面。材料在滾光的過程中由于塑性變形會(huì)產(chǎn)生硬化處理,從而提高工件表面的疲勞強(qiáng)度。
金剛石滾壓刀特點(diǎn):
1、 可轉(zhuǎn)向金剛石滾壓刀設(shè)計(jì)精巧,左右手可用。
2、 可轉(zhuǎn)向金剛石滾壓刀頭部可旋轉(zhuǎn),正負(fù)90°可調(diào),滿足滾壓角度加工。
3、 滾光后工件表面粗糙度可小于Ra0.08;(和前道工序有關(guān)系)
4、 使用時(shí)間長(zhǎng),通過旋轉(zhuǎn)金剛石(鉆石)可多個(gè)點(diǎn)擠壓使用。
5、 金剛石滾壓刀可擠壓硬度達(dá)HRC60的材料。

刀具選型及加工參數(shù)
| 加工參數(shù) | |
| 切削速度Vc | 0.05-0.2mm/r |
| 進(jìn)給f | 0.005-0.02mm |
| 過盈量 | 0.01-0.5mm |
| 刀具規(guī)格 | |
| 方刀柄 | 12/16/25/32mm等 |
| 圓柄 | D25/32/50mm等 |
| 金剛石頭半徑R | 1.0/1.5/2.0mm |
| 滾壓角度 | ±90°可調(diào) |
| 左右手形式 | 走右手可調(diào) |

滾壓是一種無切削的塑性加工方法,滾壓刀(滾壓頭)由高硬度的滾柱滾壓金屬表面,使其產(chǎn)生塑性流動(dòng),填入凹谷中,使金屬表面粗糙度值降低(提高光潔度),并使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,使硬度和強(qiáng)度增強(qiáng),從而提高金屬表面的耐磨性、耐腐蝕性和抗疲勞強(qiáng)度。
1, 預(yù)留滾壓量的金屬表面,滾壓工具只需一次精壓就能使表面粗糙度從Ra3.2μm左右降至0.4-0.04之間。
2,具有微調(diào)裝置(只適用于內(nèi)孔和外徑滾壓刀),在合適的滾壓余量?jī)?nèi),尺寸可控制在0.0025mm內(nèi),微調(diào)范圍可達(dá)0.5mm左右。
3,滾壓加工耗時(shí)僅是磨削加工的1/10——1/20,工具裝夾在旋轉(zhuǎn)與進(jìn)給設(shè)備上都能使用(如:車、銑、鉆、鏜床、數(shù)控車床、加工中心等)。工具操作簡(jiǎn)單,并可長(zhǎng)期使用,只需更換轉(zhuǎn)動(dòng)部位配件,維修費(fèi)用低。
4,滾壓加工后的產(chǎn)品表面硬度可提高HV40左右,同時(shí)疲勞強(qiáng)度也可增加30%。
5,滾柱滾壓只適用于HRC40以內(nèi)的金屬加工,鉆石滾壓(金剛石滾壓)可以加工硬度至HRC65的工件。
6,加工時(shí)須冷卻潤(rùn)滑,用低粘度油性工作液。理論上無潤(rùn)滑的情況也可加工,但考慮到會(huì)影響工具的使用時(shí)間和產(chǎn)品的表面光潔度,推薦使用潤(rùn)滑液。(在數(shù)控機(jī)床上使用加油性切削液;在普通機(jī)床上加工鋼件時(shí)使用機(jī)油加柴油,加工鋁件使用機(jī)油加煤油,按比率3:7混合;銅件可用縫紉機(jī)油或32#變壓器油)
滾壓工具使用常用知識(shí):
1、什么是滾壓頭(滾壓刀、滾壓工具)?精度能控制到多少?
滾壓加工的原理是用高硬度光滑的滾針將金屬表面凸起部分碾平而使凹陷的部分隆起,加工成平滑如鏡的表面,這與切削不同,是一種塑性加工。在短時(shí)間內(nèi)改善表面粗糙度的同時(shí)表面被加工硬化,并且由于產(chǎn)生壓縮殘留應(yīng)力得到具有耐磨性的表面。
在合理的滾壓余量范圍內(nèi),尺寸精度可控制在0.0025mm以內(nèi)。
2、滾壓頭加工與其它加工表面的方法相比有什么優(yōu)勢(shì)?
滾壓與其它的加工方法相比具有生產(chǎn)效率高、操作簡(jiǎn)單方便、加工后的工件表面粗糙度、表面硬度、耐磨性都得到提高。
3、滾壓工具用在什么機(jī)床上使用?加工條件是什么?
可在普通車、鉆、鏜、銑、加工中心等機(jī)床上使用,裝夾方便。加工時(shí)刀具和工件只需要其中一個(gè)轉(zhuǎn)動(dòng)和進(jìn)給就可以。
滾壓刀具加工的工件硬度在HRC40以內(nèi),滾壓前工件表面的刀紋要疏松、均勻,不能太深,建議采用車床或鏜床等點(diǎn)切銷加工方式加工成有規(guī)則的表面形狀。
4、刀具磨損后,零部件的更換
如果刀具的零部件磨損,在不能修磨的情況下,已經(jīng)不能使用了,如滾針、芯軸、保持套等等。我們都有配套的零件更換,更換方便,及時(shí)。注意滾針要成套更換。
5、滾壓加工時(shí)需要工作液?jiǎn)?
滾壓加工時(shí)須用低粘度工作液,并經(jīng)常清洗滾壓頭,在數(shù)控車床上使用時(shí)用油性切銷液,在鉆床、普車等機(jī)床上使用時(shí)鋼件采用機(jī)油+柴油,鋁件采用機(jī)油+煤油比例為3:7混合,銅件采用32#變壓器油也可采用縫紉機(jī)油。
理論上在無潤(rùn)滑的情況下也可以加工,但會(huì)影響到工具的使用時(shí)間和加工表面粗糙度,所以推薦使用工作液。