
| 顏色 | 白色 |
|---|---|
| 包裝 | 桶裝 |
| 材質 | 硅酸鋁 |
| 產地 | 山東 |
| 產品類別 | 硅酸鋁制品 |
| 產品種類 | 保溫棉 |
| 等級 | 一級 |
| 斷裂伸長率 | 0.2 |
| 規格 | 20kg/桶 |
| 抗彎強度 | 0.1 |
| 抗壓強度 | 0.3 |
| 使用溫度 | 1200 |
| 形態 | 纖維狀 |
| 形狀 | 正方形 |
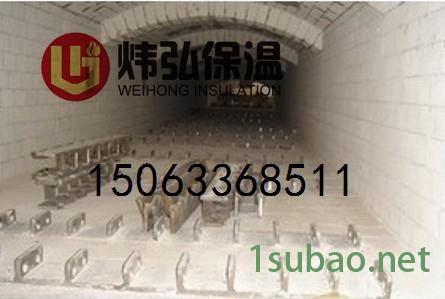
| 應用范圍 | 各種高溫爐,加熱爐 |
| 芯材 | 硅酸鋁纖維 |
| 導熱系數(常溫) | 0.03 |
| 品牌 | 煒弘 |
| 低溫彎折 | 0.04 |
高溫管道保溫專用窯爐內襯保溫工業爐爐襯隔熱陶瓷纖維材料耐高溫1200度涂料

陶瓷纖維噴涂料
噴涂料噴涂料是利用氣動工具以機械噴射方法施工的不定形襯火材料。由耐火骨料、粉料、結合劑(或加外加劑)組成。由于在噴涂過程中水泥與骨料等組成材料反復連續沖擊促使噴射出的物料壓實,因而噴涂層具有較好的致密度和力學強度。噴涂施工實際上是把運輸、澆注或搗固合為一個工序,不需或只需單面模板、工序簡單、效率高、有廣泛的適應性。
噴涂料分類按材料體積密度分有輕質噴涂料、中重質噴涂料和重質噴徐料。輕質噴涂料用作保溫和隔熱襯,中重質噴徐料既可作隔熱襯里,而重質噴涂料主要作工作襯里。
根據加水(或溶液)的順序和用水量分為濕法、半干法和干法噴涂料三種。濕法是先將噴涂材料拌成泥漿后再噴涂,半干法是先將噴涂材料濕潤、壓送到噴嘴處再加剩余的水(或溶液)、干法的用水量(或溶液)全部在噴嘴處加入,其中以半干法應用**普遍。工藝特性耐火噴涂料以噴涂方法施工,材料配合比、噴涂作業、回彈率及修整工藝特性如下。配合比選擇噴涂料配合必須滿足以下條件:達到所需強度、回彈量少、噴涂粉塵少、粘附性好以及不導致輸送管道堵塞等。采用水泥結合劑以干法或半干法噴涂時,水泥用量約占全部材料的四分之一。水泥過多,噴涂時粉塵量增加,硬化后的噴涂層收縮也隨之增大。 噴涂作業對于保證噴涂料的質量和回彈量有重要影響。控制好噴嘴至受噴面的距離,通常噴嘴應垂直于受噴面,按級旋形軌跡移動,并且調節好噴涂風壓,一次噴涂厚度以噴涂料不滑移或不墜落為準,但每次噴涂層也不宜太薄以免增加回彈率。 噴涂料現已成為許多工業窯爐爐襯所使用的一種**的不定形耐火材料。它既可在冷態下用于構筑和修補爐襯以及涂覆成保護層,也宜于用在熱態下修補爐襯。
產品技術性能指標:
產品名稱 | 陶瓷纖維噴涂料 | |||||
分類溫度 | 1260 | 1400 | ||||
產品代碼 | WHBW-170 | WHBW-270 | WHBW-370 | WHBW-470 | WHBW-570 | |
加熱**線變化(%) | 1000℃× 24h≤-3.5 | 1100℃× 24h≤-3 | 1150℃× 24h≤-3 | 1260℃× 24h≤-3 | 1350℃× 24h≤-3 | |
理論導熱系數 (W/m.k) | (平均200℃) | 0.050-0.085 | 0.101 | |||
(平均400℃) | 0.090-0.112 | 0.115 | ||||
(平均600℃) | 0.112-0.153 | 0.153 | ||||
耐壓強度(MPa) | ≥0.2 | |||||
有機物含量(%) | ≤5 | |||||
理論體積密度(kg/m3) | 200~300 | |||||
產品規格 | 棉:20kg/袋;粘結劑20kg/桶 | |||||
包裝形式 | 棉:袋裝;粘結劑:桶裝 | |||||