







- 型號:BT50-L215WF
- 品牌:CH
- 通用特性:高精度
- 類型:角度銑頭
- 外形尺寸:215mm
- 主軸圓錐孔號:BT50
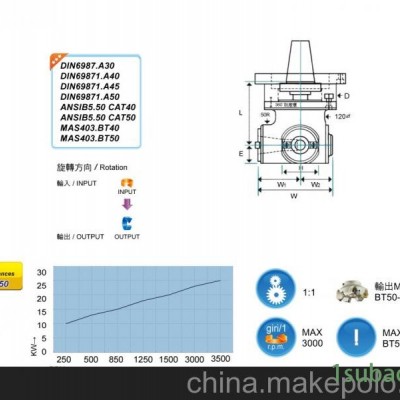
- 最高轉(zhuǎn)速:3000轉(zhuǎn)
- 重量:58kg
- 齒輪比:1:1
- 最大夾刀:250mm
| ? | ? | ? | ? | ? | ? | ? | ? | ? | ? |
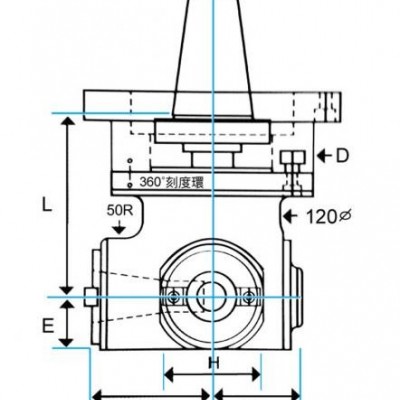
???? SIZE TYPE | A | T | L | D | E | W | W1 | W2 | H | H1 | H2 | 最大面 銑刀盤 | 齒輪 比數(shù) | 最高轉(zhuǎn)速 | 銑頭重量 (KG) | 含法蘭重 (KG) | 最大攻絲 |
L250WF | BT-50 | B/NT-50 | 250 | 250 | 70 | 325 | 188 | 137 | 176 | 88 | 88 | Φ250 | 2:3 | 1500rpm | 58 | ? | M50 |
L290WF | BT-50 | B/NT-50 | 290 | 175 | 85 | 325 | 188 | 137 | 176 | 88 | 88 | Φ250 | 2:3 | 1500rpm | 79 | ? | M50 |
?
?
理想加工
??? ??·齒排、蝸桿、側(cè)面鉆孔、鋼性攻牙、搪孔、上下左右銑、模具側(cè)雕、手動快速換刀柄。
?? ? ??綜合中心加工機(jī)械90度頭及設(shè)限機(jī)具裝設(shè)操作法
1.關(guān)開機(jī)動作Z.X.Y.A回機(jī)械原點(diǎn)。
2.MDI操作主軸定位(M19)。
3.尋找扣刀方向,轉(zhuǎn)置定位塊位置(不妨礙刀臂扣刀方向位置)。
4.刀把定位塊,半固定于主軸,軸承蓋(預(yù)留螺絲孔位置勿鎖緊)。
5.調(diào)整刀把定位柱及把卡溝方位(對正主軸卡擋塊及定位柱方位)。
6.手動上刀,并對準(zhǔn)定位塊孔及主軸卡塊,使刀把入刀倉就緒完畢。
7.將定位塊2支螺絲鎖緊固定(完成定位塊固定中心距)。
8.將刀把定位環(huán)溝校隊,對正定位彈梢片并鎖固120 X止負(fù)螺絲2只。
9.校正機(jī)具加工方向機(jī)機(jī)具垂直度(并鎖固定位柱環(huán)座螺絲使方位固定)。
10.手動退刀、上刀、看彈梢是否入定位環(huán)溝(須一手接刀把或2人操作并測試數(shù)次,是否對正彈入定位環(huán)溝,行使ATC是才無誤)。
11.手動將刀把上主軸刀倉,并消除主軸定位(手動按off).
12.手動、刀把夾頭及主軸是否可選擇(可選擇代表主軸彈梢分離正常,如不能旋轉(zhuǎn),代表彈梢分離不正常,不得續(xù)做下節(jié)動作,請檢查是否因定位塊太長或太短)。
13.以上測試完畢,即可先行以低速檔測試轉(zhuǎn)速(s200)。
14.低速檔測試完畢后,再以增量方式進(jìn)行轉(zhuǎn)速高檔速。
15.手動、分段行使ATC測試(依機(jī)械廠牌行使)。
16.后續(xù)動作,自行運(yùn)作。
?
作為臺灣CH在大陸華東地區(qū)總代理,余姚麥斯特優(yōu)惠供應(yīng)CH全系列角度頭,制品保障,技術(shù)全面,專業(yè)致力于為客戶解決疑難問題,提高功效。
感謝您的信任!
歡迎登入本公司網(wǎng)站,www.yymst.com,查看產(chǎn)品詳細(xì)資料!
?