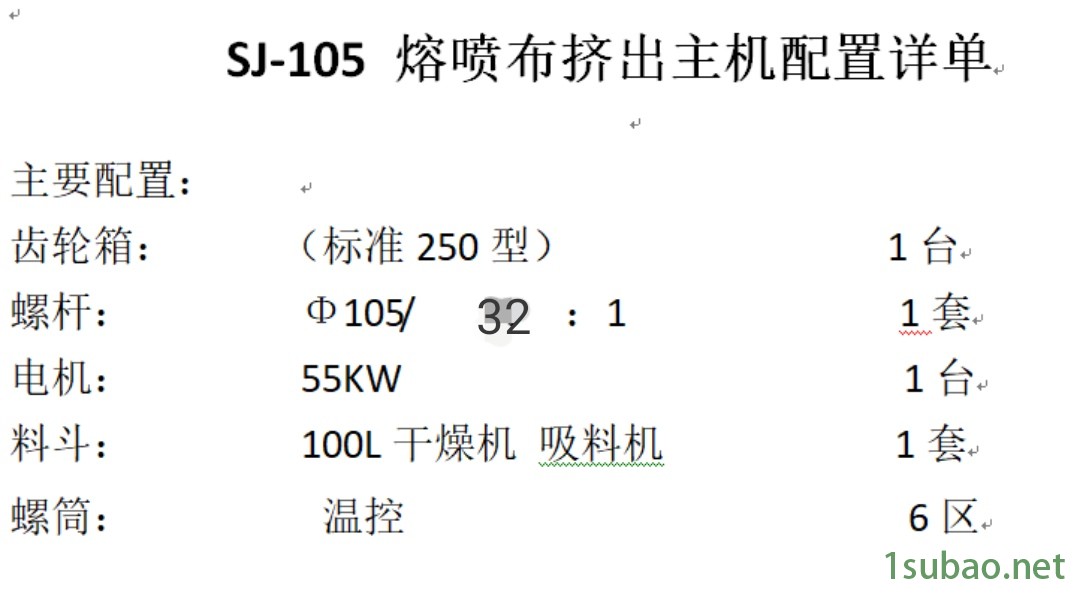
| 品牌 : | 安捷能 | 型號(hào) : | 105機(jī) |
| 種類 : | 片材擠出機(jī) | 螺桿數(shù) : | 單螺桿 |
| 售后服務(wù) : | 24小時(shí)電話售后 | 產(chǎn)品別名 : | 熔噴布擠出機(jī) |
| 產(chǎn)品用途 : | 熔噴布擠出機(jī) | 螺桿直徑 : | 105 |
| 擠出直徑 : | 105 | 生產(chǎn)能力 : | 579 |
| 定位精度 : | 精準(zhǔn) | 外形尺寸 : | 長徑比32:1 |
| 電動(dòng)機(jī)功率 : | 55KW |
安捷能桐城專供口罩熔噴布105機(jī)擠出機(jī)現(xiàn)貨先到先得
157#5327#4780
五.試車與操作
5.1機(jī)器的試車與操作
5.1.1檢查機(jī)緊固部位是否有松動(dòng)現(xiàn)象。
5.1.2檢查齒輪減速箱內(nèi)油位是否恰當(dāng)(40#機(jī)油,油位至機(jī)窗2/3)。
5.1.3檢查加料口內(nèi)是否落入金屬物或其他硬物質(zhì)、雜物。
5.1.4檢查各潤滑點(diǎn)是否加足潤滑油或潤滑脂(鈣基潤滑脂)。
5.1.5各傳動(dòng)部分必須傳動(dòng)靈活。
5.1.6檢查機(jī)簡內(nèi)是否有出廠前負(fù)荷試車的余料,若不抽出螺桿清理,必須充分預(yù)熱或方可試車。
5.1.7按線路圖仔細(xì)檢查各控制線路是否正確,各熱電偶安裝是否正確。
5.1.8經(jīng)檢查各部位均正確無誤后,即可加熱試車。
5.2空運(yùn)轉(zhuǎn)試車
5.2.1先向機(jī)筒內(nèi)加入適量HL-40機(jī)械油,接通電源,電控柜上指示燈亮。
5.2.2按下控制框上電機(jī)啟動(dòng)按(綠色),電機(jī)啟動(dòng)。
5.2.3輕輕轉(zhuǎn)動(dòng)“調(diào)頻按紐”使機(jī)器在低速下做約5分鐘空運(yùn)轉(zhuǎn),空運(yùn)轉(zhuǎn)過程中注意檢查螺桿旋轉(zhuǎn)方向是否正確(面向機(jī)頭旋向?yàn)轫槙r(shí)針)。
5.2.4檢查風(fēng)機(jī)旋轉(zhuǎn)方向是否正確,接通各區(qū)加熱器,檢查線路是否準(zhǔn)確和各電流表顯示是否靈活可靠。 5.3負(fù)荷試車與操作
5.3負(fù)荷試車與操作
5.3.1根據(jù)所加工物料性能及其工藝溫度,在溫度調(diào)節(jié)儀上設(shè)定溫度值.設(shè)定溫度時(shí)應(yīng)按加料區(qū)溫度低.機(jī)頭處溫度高的順序設(shè)定各加熱區(qū)的溫度(實(shí)際工作中可適當(dāng)變更)
5.3.2用普通水銀溫度計(jì)(測量范圍0-300℃)與溫度數(shù)顯表校對(duì)設(shè)定溫度,以確切掌握被加工原料的成型工藝溫度.并做好試車記錄
5.3.3當(dāng)溫度達(dá)到溫度控制儀表設(shè)定值后,不得急于開車.須再保溫30分鐘,然后按5.2.1-5.2.2操作方法開車
5.3.4開車后使螺桿低速運(yùn)轉(zhuǎn),打開料斗拉板緩慢加料,直至物料被擠出機(jī)頭并仔細(xì)檢查物料塑化良好后,再逐步增加投料量,調(diào)整螺桿轉(zhuǎn)速,直至滿足工藝要求.同時(shí)將冷卻風(fēng)機(jī)控制按紐旋到自動(dòng)位置,以便電氣聯(lián)動(dòng),自動(dòng)溫控
5.3.5加料時(shí)應(yīng)嚴(yán)禁金屬物和其他異物混雜在物料中,以免損壞機(jī)器
5.3.6機(jī)器在工作中應(yīng)注意檢查電流表數(shù)值的變化,若電流突然增大,應(yīng)立即停機(jī).查明原因進(jìn)行維修
5.3.7通常情況下,螺桿不允許反轉(zhuǎn)以免破壞機(jī)器正常運(yùn)轉(zhuǎn)