
主營:經(jīng)濟模具;其它模具;塑料成型模具;粉末冶金模具;零件加工;模具加工

普通會員
|
品 牌- |
成 色- |
供貨類型新品 |
規(guī)格型號- |
廠 家- |
認(rèn) 證- |
產(chǎn) 地- |
包裝規(guī)格- |
瀏覽數(shù)量947 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
應(yīng)用領(lǐng)域 |
- |
| 是否有現(xiàn)貨: | 否 | 認(rèn)證: | ISO9001 |
| 工序組合類型: | 復(fù)合模 | 模具安裝方式: | 移動式模具 |
| 產(chǎn)品類別: | 電子 | 成形方式: | 注射成型模 |
| 產(chǎn)品材料: | 塑料 | 型號: | 來圖來樣定制加工 |
| 規(guī)格: | 附圖定制 | 商標(biāo): | 銘洋宇通 |
| 包裝: | 定制木箱 | 原廠地: | 廣東深圳 |
| 產(chǎn)量: | 100 |
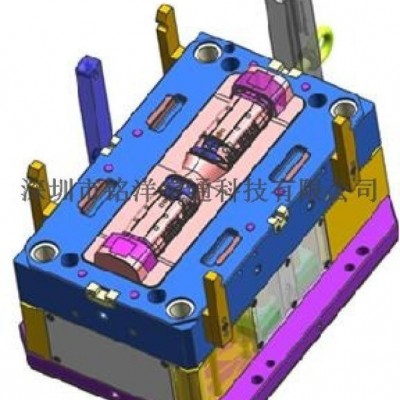
 手機精密雙色模具定制加工性能特點
手機精密雙色模具定制加工性能特點 1、母模的兩個形狀是不同的,分別成型1種產(chǎn)品,而公模的兩個形狀完全一樣。
2、模具的前、后模以中心旋轉(zhuǎn)180°后,必須吻合。設(shè)計時必須做這個檢查動作,此點對模架定位加工要求較高。
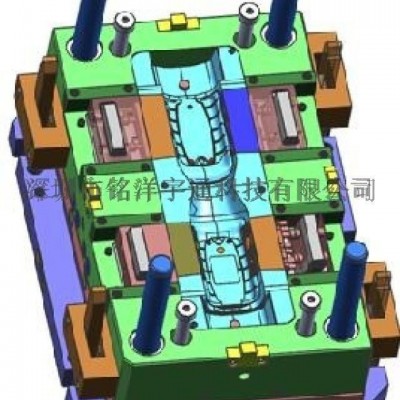
3、前模面板加A板的總厚度不能少于170mm。請仔細(xì)查看這種型號的注塑機的其它參考數(shù)據(jù),比如, 容模厚度、 容模厚度、KO孔距離等。
4、三板模的水口 能設(shè)計成可以自動脫模動作。特別要注意軟膠水口的脫模動作是否可行。
5、在設(shè)計第二次注塑的母模時,為了避免二次母模插(或擦)傷第一次已經(jīng)成型好的產(chǎn)品膠位,可以設(shè)計一部分避空。但是必須慎重考慮每一處封膠位的強度,即:在注塑中,是否會有在大的注塑壓力下,塑膠發(fā)生變形,導(dǎo)致第二次注塑可能會有批鋒產(chǎn)生的可能。
6、注塑時,第一次注塑成型的產(chǎn)品尺寸可以略大,以使它在第二次成型時能與另一個公模壓得 緊,以達到封膠的作用。
7、注意在第二次注塑時,塑膠的流動是否會沖動第一次已經(jīng)成型好的產(chǎn)品,使其膠位變形?如果有這個可能,一定要想辦法改善。
8、在A、B板合模前,要注意前模滑塊或斜頂是否會先復(fù)位而壓壞產(chǎn)品?如此,必須想辦法使在A、B板先合模,之后前模的滑塊或斜頂才能復(fù)位。
9、兩母模和公模的運水布置盡量充分,并且均衡、一樣。
10、99%的情況是先注塑產(chǎn)品的硬膠部分,再注塑產(chǎn)品的軟膠部分。因為軟膠易變形。
的模具技能能高效率的生產(chǎn)出雙色模具,所以多數(shù)雙色模具廠家都以 的模具技能為輔導(dǎo)。那么雙色模具廠家要做好雙色模具具備什么樣的技能呢?
1.從雙色模具裝配來看,模具裝配精度要求高;
2.各零件的相互間精度要高;
3.雙色模具注塑加工積累的經(jīng)歷多了相信也會做得 ;
4.相對運動精度,如傳動精度直線運動和回轉(zhuǎn)運動精度;
5.配合精度和接觸精度等。
手機精密雙色模具定制加工采購須知 銘洋宇通在精密牙模設(shè)計制造方面有豐富經(jīng)驗,為客戶提供專業(yè)定制螺紋產(chǎn)品開模方案。
深圳是銘洋宇通科技有限公司,工廠規(guī)模不大,各部門緊密配合,模房和注塑部靈活協(xié)作,為客戶提供專業(yè)高效的開模注塑一站式解決方案。
2019年, 銘洋宇通被評為國家高新技術(shù)企業(yè),并通過SGS認(rèn)證。持續(xù)精進,只為 地服務(wù)客戶。
如果您有塑膠產(chǎn)品需要開模注塑,尤其是雙色產(chǎn)品、塑膠包五金的產(chǎn)品、螺紋產(chǎn)品需定制加工,歡迎聯(lián)系我們。
螺紋產(chǎn)品注塑開模:0755-27691164
看廠熱線: 13632611848
3D來圖評估報價:info@
聯(lián)系我們時請告知是中國制造網(wǎng)看到的,謝謝!
 超聲波塑料焊接機模具
超聲波塑料焊接機模具
電議
廠家 模具定制") 注塑模具加工 塑料模
注塑模具加工 塑料模
電議
 西安塑料混凝土試塊模
西安塑料混凝土試塊模
電議
 西安哪里有賣塑料混凝
西安哪里有賣塑料混凝
電議
 西安塑料混凝土模具13
西安塑料混凝土模具13
電議
還沒找到您需要的凸模樹脂吸塑模具產(chǎn)品?立即發(fā)布您的求購意向,讓凸模樹脂吸塑模具供應(yīng)單位主動與您聯(lián)系!
立即發(fā)布求購意向本網(wǎng)頁所展示的有關(guān)【手機精密雙色模具定制加工_凸模樹脂吸塑模具_深圳市銘洋宇通科技有限公司】的信息/圖片/參數(shù)等由簡塑模機網(wǎng)的會員【深圳市銘洋宇通科技有限公司】提供,由簡塑模機網(wǎng)會員【深圳市銘洋宇通科技有限公司】自行對信息/圖片/參數(shù)等的真實性、準(zhǔn)確性和合法性負(fù)責(zé),本平臺(本網(wǎng)站)僅提供展示服務(wù),請謹(jǐn)慎交易,因交易而產(chǎn)生的法律關(guān)系及法律糾紛由您自行協(xié)商解決,本平臺(本網(wǎng)站)對此不承擔(dān)任何責(zé)任。您在本網(wǎng)頁可以瀏覽【手機精密雙色模具定制加工_凸模樹脂吸塑模具_深圳市銘洋宇通科技有限公司】有關(guān)的信息/圖片/價格等及提供【手機精密雙色模具定制加工_凸模樹脂吸塑模具_深圳市銘洋宇通科技有限公司】的商家公司簡介、聯(lián)系方式等信息。
在您的合法權(quán)益受到侵害時,歡迎您向service@jensu.cn郵箱發(fā)送郵件,或者進入《網(wǎng)站意見反饋》了解投訴處理流程,我們將竭誠為您服務(wù),感謝您對簡塑模機網(wǎng)的關(guān)注與支持!

電議元
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃


![]() 18221259202
18221259202





 生成海報
生成海報
















200次以上-大進模具制造")
