
主營:鑄鐵平板 檢驗平板 劃線平板 鉗工工作臺 花崗石平板 防爆工具 不銹鋼防磁工具 防靜電產品等

普通會員
|

¥4000 元/噸
¥1200 元/臺

¥1 元/件
品 牌- |
成 色- |
供貨類型新品 |
規格型號- |
廠 家- |
認 證- |
產 地- |
包裝規格- |
瀏覽數量990 |
特性描述- |
過期時間長期有效 |
有效期至長期有效 |
型號 |
1500*1500 |
應用領域 |
- |
| 型號 | 1500*1500 |
|---|---|
| 表面處理 | 0 |
| 材質 | 鑄鐵 |
| 公差 | 0.001 |
| 品牌 | 中鑄 |
| 加工定制 | 是 |
| 加工周期 | 4-7天 |
| 砂型鑄造種類 | 粘土干砂型 |
| 特種鑄造種類 | 消失模鑄造 |
| 成型工藝 | 低壓鑄造 |
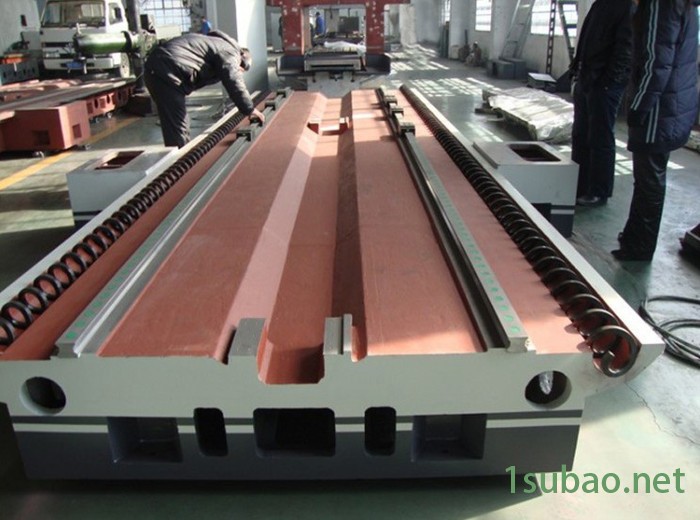
機床鑄件包括床身、工作臺、立柱、龍門頂、連接梁。
機床鑄件材質均為**細膩的灰口鑄鐵HT200-300**的配比,更高的抗拉抗彎強度,國際流行的熱處理工藝,使鑄件應力變形減少到**小度。長久使用更趨于穩定。
影響機床鑄件質量的因素很多:
1.是大型機床鑄件的設計工藝性。進行設計時,除了要根據工作條件和金屬材料性能來確定機床鑄件幾何形狀、尺寸大小外,還必須從鑄造合金和鑄造工藝特性的角度來考慮設計的合理性,即明顯的尺寸效應和凝固、收縮、應力等問題,以避免或減少鑄銅件的成分偏析、變形、開裂等缺陷的產生。
2.要有合理的鑄造工藝。即根據鑄件結構、重量和尺寸大小,鑄造合金特性和生產條件,選擇合適的分型面和造型、造芯方法,合理設置鑄造筋、冷鐵、冒口和澆注系統等。以保證獲得**鑄件。
3.是鑄造用原材料的質量。金屬爐料、耐火材料、燃料、熔劑、變質劑以及鑄造砂、型砂粘結劑、涂料等材料的質量不合標準,會使機床鑄件產生氣孔、針孔、夾渣、粘砂等缺陷,影響鑄件外觀質量和內部質量,嚴重時會使鑄件報廢。
4.是工藝操作,要制定合理的工藝操作規程,提高工人的技術水平,使工藝規程得到正確實施。
床身鑄件(大型機床鑄件)的優點:
1、樹脂砂型剛度好,澆注初期砂型強度高,這**有條件利用鑄鐵凝固過程的石墨化膨脹,有效地消除縮孔、縮松缺陷,實現灰鐵鑄鐵、球墨鑄鐵件的少冒口、無冒口鑄造。
2、實型鑄造生產中采用聚苯乙烯泡塑模樣,應用味喃樹脂自硬砂造型(鏜銑床工作臺)。當金屬液澆入鑄型時,泡沫塑料模樣在高漫無邊際金屬液作用下迅速氣化,燃燒而消夫,金屬液取代了原來泡汪塑料所占據的位置,冷卻凝固成與模樣形狀相同的實型鑄件。
3、相對來說,消失模鑄造對于生產單件或小批量的汽車覆蓋件,機床床身等大型模具袍之傳統砂型有很大優勢,它不但省去了昂貴的木型費用,而且便于操作,縮短了生產周期,提高了生產效率,具有尺寸精度高,加工余量小,表面質量好等優勢。
機床鑄件的涂裝工藝技術要求:
1經過機械加工后的床身鑄件,涂漆前必須用金屬清洗劑或潔凈的工業汽油進行淋洗或刷洗,確保徹底清除表面的油污和其他污物。
2.底漆刷涂或噴、浸要均勻,底漆在使用前必須充分攪拌均勻,稀釋至適當的年度再進行涂抹。
3.機床床身涂裝前要對床身鑄件進行檢查,對表面凹凸不平處要使用工具進行修整,表面的污物要予以清除。
4.采用水磨技術進行打磨,為防止機床鑄件經過加工的表面生銹,需要采用防銹水進行打磨。
5.填充鑄件凹陷的原子灰要按照產品的使用說明加入適量的固化劑,使用前必須充分攪拌均勻。
6.在**一到膩子打磨清理干凈后,需要噴涂過氯乙烯第二道底漆,這樣可以提高漆膜的平整度,提高漆膜的光澤。
大型機床鑄件的鑄型分型面選擇得正確,可以簡化造型操作,提高勞動生產率,使鑄件尺寸準確,減少廢品等。
在選擇鑄型分型面時,一般應注意下面幾點:
1.盡量把大型機床鑄件的大部分或全部放在下型內,這樣可將主要的泥芯放在下型,便于泥芯的安放和檢驗,還可使上型的高度減低,便于合箱。是鑄件分型面的選擇,它將鑄件全部放在下型,避免錯箱,保證鑄件質量。
2.應使鑄件的加工面及加工基準面,放在同一個鑄型內。在機械加工時,鑄件上部的方頭 ( 夾具夾緊處〉是作為外困表面車削螺紋的基準,由于加工面與加工基準面都處在同一個上型內,從而減少因錯箱造成 的加工余量不夠。
3.當機床鑄件的加工面很多,又不可能都與基準面放在分型面的同一側時,則應盡量使加工的基 準面與大部分的加工面放在分型面同一側。
4.應使鑄模容易從鑄型中取出,并盡量減少活塊模、高大的吊砂和彎曲的分型面等。
5.盡量減少泥芯的使用。這樣可以省去制造和安放泥芯的工作,也可減少由此造成的誤差及產生的披縫,降低鑄件的制造成本。
6.鑄件的的不加工表面應盡量避免有披縫。在套筒不加工的外圓表面上看不到披縫 , 提高了鑄件的外觀質量。
7.鑄型的的分型面,應盡量能與澆注位置一致。這樣可避免合箱后,再翻動鑄型。因翻箱操作是一個很繁重的工作,同時在翻動大型鑄件鑄型時,可能使泥芯的位置發生移動,影響鑄件的精度或造成缺陷。

 湖南省一級代理潭興TR
湖南省一級代理潭興TR
¥1523 元/臺
 湖南省一級代理潭興TR
湖南省一級代理潭興TR
¥1523 元/臺
 湖南省一級代理潭興TR
湖南省一級代理潭興TR
¥1523 元/臺
 湖南省一級代理潭興TR
湖南省一級代理潭興TR
¥1523 元/臺
 湖南省一級代理潭興TR
湖南省一級代理潭興TR
¥1523 元/臺
本網頁所展示的有關【供應中鑄1500*1500鑄鐵平臺 機床 機床附件_機床附件_河北中鑄鑄造機械制造有限公司】的信息/圖片/參數等由簡塑模機網的會員【河北中鑄鑄造機械制造有限公司】提供,由簡塑模機網會員【河北中鑄鑄造機械制造有限公司】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【供應中鑄1500*1500鑄鐵平臺 機床 機床附件_機床附件_河北中鑄鑄造機械制造有限公司】有關的信息/圖片/價格等及提供【供應中鑄1500*1500鑄鐵平臺 機床 機床附件_機床附件_河北中鑄鑄造機械制造有限公司】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向service@jensu.cn郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對簡塑模機網的關注與支持!
¥4000元/噸
價格具有時效性
①保存圖片到相冊
②打開微信掃一掃


![]() 18221259202
18221259202




 生成海報
生成海報



